-
メール
2355823038@qq.com
-
電話番号
18819521850
-
アドレス
東莞市南城莞太大道白馬路区間370号(安昂商城ビル)
製品カテゴリー
広東安昂知能製造サプライチェーン技術有限公司

概要
アンアンモールサプライ、00.550.1758部品番号、AS 0619型番
製品詳細
アンアンモールサプライ、00.550.1758部品番号、AS 0619型番
ブランド:INA
モデル:AS0619
部品番号:00.550.1758
一、ブランド概要
INAというブランドといえば、INAベアリングを思い浮かべる人も多いはずですが、あまり詳しくはありません。では、INAブランドの知識を普及させてみましょう!INA:ドイツの有名な軸受ブランドで、シェフラーグループ傘下のドイツINA軸受会社に所属し、1946年に設立されました。本社はドイツのニュルンベルクにあります。ドイツのINAベアリング社は設立以来、顧客のニーズを満たすために製品の革新に取り組んできた。そして、世界的な転がりベアリングの最優先ベンダーと自動車メーカー公認のパートナーになるための高品質な保証を提供してきた。軸受は現代機械設備の重要な部品である。その主な機能は機械回転体を支持し、その運動過程における摩擦係数を下げ、その回転精度を保証することである。運動要素の摩擦特性によって、軸受は転がり軸受と滑り軸受の2つの種類に分けることができる。その中で転がり軸受はすでに標準化され、シリーズ化されているが、滑り軸受に比べて径方向の寸法、振動、騒音が大きく、価格も高い。
1946年にジョージ?シェフラー(Georg Schaeffler)博士は兄弟のウィルヘルム(Wilherm)と共同でシェフラー社を設立し、1949年に思考の枠組みを突破する意義を証明した。当時、彼のニードルローラーとホルダアセンブリの研究開発は、ニードルローラーベアリングの工業分野での応用の大きな突破をもたらし、この分野の空白を埋めた。ジョージ?シェフラー氏の革新精神と成功への渇望は、INA社の世界35の工場における永遠の企業文化の一部となっている。INAは数十年来、設計と生産の専門水準を代表するクリエイティブなソリューションを代表してきたと同時に、顧客の要求に大きな関心を示してきた。考え方の束縛を振り切って、伝統的な習慣の障害を突破して、新しい道を探すことは、会社の創立当初も数十年後の今日も、企業文化の精髄の一つである。

二、製品概要
軸受の定義:
軸受は軸を支持する部品で、軸の回転を誘導したり、軸上の空転した部品を受けたりすることができ、軸受の概念は広い。相対回転する軸を支持する部材を軸受という。通常、軸回転です。シャフトが回転せずにハウジングが回転するもの、例えば自動車ハブ軸受もある。軸受、それはすべての機械の基礎であり、現代社会に不可欠な製品である、「機械産業の食糧」と呼ばれ、すべての供給製品の品質、設備の正常な稼働を確保している。通麒麟軸受は、工業生産、自動車関連修理に専門的にサービスしている。輸入ブランドを専門に扱い、各国の経典軸受を集め、各ブランドの総合実力を集中し、ユーザー、ディーラーに技術サービスを提供し続けている、お客様のベアリングの選択、国内外のブランド交換、モデル規格の代替などの難しい問題の解決を支援する。新世紀の市場経済情勢の下で、企業のコスト削減を支援し、経済効果を提供し、設備を安心して稼働させる。

印刷機軸受は、印刷版胴、ゴム胴、圧胴、紙送り胴の中心位置決めに用いられる。これは、軸受ができるだけ一連の要件を満たすことを意味します。ドラム軸受の配置の精度は印刷品質に決定的な影響を与える。印刷機軸受は、印刷中にすべてのドラムが最適に協働することを保証しなければならない。半径方向と軸方向には相対運動がない必要があります。そのため、軸受は遊び、剛性、運転性能の高い要求を満たす必要がある。また、斜行調整(対角線スリーブ準機能)を実現するためには、版胴の地軸方向移動を制御することが必要である。
三、製品パラメータ
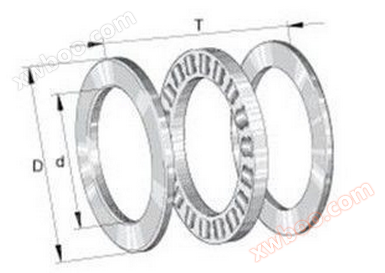
モデル:AS0619
部品番号:00.550.1758

四、製品実物図
モデル:AS0619
優れた転がり軸受技術、技術的に先進的な生産工場、良質で抜群の品質基準により、INA軸受は世界的に有名で、衰えない。千百万回の実用化で十分に証明されている。INA軸受製品はコストと利益を兼ね備える信頼性の高い機械の部品であり、INA軸受製品はコストと効率を兼ね備える信頼性の高い機械の部品であり、INA製品は回転運動と直線運動、さらには各種専用技術のために各種の異なる寸法シリーズを提供する。各行の各種専用技術に各サイズシリーズを提供し、各業界の設計者に貴重な技術支援を提供した。



五、製品詳細
軸受ガスケットの形態及び作用
軸受シール主要式とは、転がり軸受の2つの端面に、シール効果のある装置を取り付けることを指す。軸受シール式は工業の発展に伴い徐々に人々の視野に入ってきて、ここ数年でやっと人々のために重視された技術であり、軸受シールが発展する前にすべての軸受はオープン軸受であった。
軸受シールの形態:
軸受シールのシールリング構造は異なり、シール効果にも差がある。軸受シールのシールリングと回転軸との間に隙間が残っているものは、非接触軸受シールと呼ばれ、このシール形式は隙間が小さいほどシール効果が良いが、隙間が小さくなると回転軸の許容回転速度が低下し、逆に隙間が大きいほどシール効果が悪くなり、回転軸の許容回転速度が高くなる。
軸受シールのシールリングと回転軸との間に隙間がないものは、接触シールと呼ばれる。軸受シールは接触式シール式を採用し、シールリングの接触リップと回転軸の接触面はシール効果を決定し、接触面が大きいほどシール効果は良いが、回転軸許容回転数が低いほど、逆に接触シール面が小さいほどシール効果は悪いが、回転軸許容回転数が高い。
機能:
軸受シールは転がり軸受の内部と外界をほぼ隔離状態に保持し、転がり軸受内部に添加された各種潤滑油、潤滑脂質物質の流失量は極めて小さく、潤滑の効果は大幅に向上したため、軸受シールは軸受の潤滑状態を大きく保持することができる。
軸受シールのもう一つの作用は、軸受内部の外部の各種物質との接触を遮断し、塵埃、有害ガスなどの物質が軸受内腔に入る確率を減少し、軸受内部の不純物侵害による各種損傷を減少させることである。この点から言えば、軸受シールは軸受の寿命を相対的に向上させることができる。
軸受が軸方向荷重を受ける際に軸方向の移動が生じるのを防止するために、軸受は軸上と外南寧孔内の両方に軸方向位置決め装置を適用した。軸受の軸上とハウジング孔内の位置決め方式の選択は、軸に作用する荷重の大きさと方向、軸受の回転数、軸受のタイプ、軸受の軸上の位置などに依存する。軸方向荷重が大きいほど、軸受回転速度が高くなり、軸方向位置決めが確実になるべきである。異なるタイプの軸受では、軸方向の位置決め方法も異なるはずです。例えば、対角接触玉軸受と円錐ころ軸受は、特定の位置決め装置を採用する必要なく、シャフト肩とハウジング孔のショルダー一方向支持を選択することができ、カラーの軸方向の移動は軸受自身によって支持することができる。固定支持のラジアル軸受として、その内外輪は軸方向において左支持に固定されなければならない。補償軸としての熱伸長を必要とする遊動支持では、分離不能型軸受を取り付ける場合、いずれかのカラーを固定するだけで、遊動するカラーは固定されない。遊動支持に分離型軸受、例えば短円筒ころ軸受、ニードルころ軸受を取り付けると、2つのカラーはいずれも固定する必要がある。

よく使われる軸受カラーの軸受方向位置決め方法を以下に紹介する:
一.軸受内輪の位置決めは、軸受内輪をシャフトに取り付ける際に、軸受の位置をシャフト肩によって一方の面に固定するのが一般的であり、他方の面はナット、止めワッシャ、またはばね止め輪などで固定する。軸肩と軸方向固定部品と軸受内輪との接触部分の寸法は、軸受寸法テーブルに記載されている各種軸受の取り付け寸法に基づいて決定することができる。
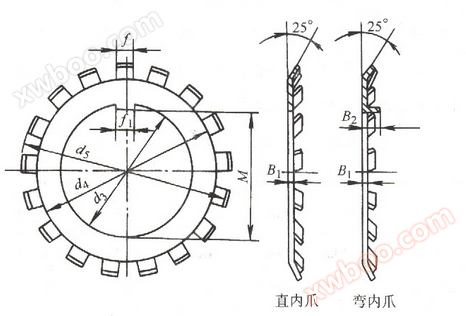
(1)ナットが軸受回転数が高く、大きな軸方向荷重を受ける場合に位置決めされ、ナットが軸受内輪に接触する端面は軸の回転中心線に垂直である。そうしないとナットを締めてもベアリングの取り付け位置及びベアリングの正常な動作状態が破壊され、ベアリング回転精度と使用寿命が低下する。特に軸受内孔とシャフトとの嵌合が緩み嵌合である場合には、より厳格な制御が必要である。回転中のナットの緩みを防止するためには、適切な緩み防止のための技術的措置が必要である。ナットとストッパワッシャの位置決めを使用して、ストッパワッシャ内のキー歯をシャフトのキー溝に入れ、その外輪上の各歯のうちの1つをナットの切り込みに曲げます。
(2)ばね止め輪の位置決めは軸受が軸方向荷重を受けにくく、回転速度が高くなく、軸が短く、ジャーナルにねじ山を加工するのが困難な場合、断面矩形の弾性止め輪を用いて位置決めすることができる。この方法は荷役が便利で、占有位置が小さく、製造が簡単である。
(3)スラストワッシャをジャーナルが短く、ジャーナルにねじ山に加工するのは困難で、軸受回転速度が高く、軸方向負荷が大きい場合、ワッシャを用いて位置決めすることができ、すなわちワッシャを用いて軸端面に2つ以上のねじで位置決めし、ストッパワッシャまたは針金でねじ込んで、緩みを防止する。
(4)固定スリーブ位置決め軸受の回転速度が高くなく、安定した径方向荷重と大きくない軸方向荷重を受ける調心ころ軸受は、光軸上にテーパ固定スリーブを用いて取り付けることができる。固定スリーブはナットと止めワッシャで位置決めする。ナットロック固定スリーブの摩擦力を利用して軸受を位置決めする。
(5)内孔にテーパがある軸受位置決め内孔にテーパがある軸受はテーパ軸に取り付けられ、軸方向荷重をシャフトと軸受を締め付ける必要があるので、取り付け時に内孔テーパの方向性に注意しなければならない。軸受が軸端に位置し、軸端でねじ加工が可能な場合は、ナットを直接位置決めすることができます。軸受が軸端に取り付けられておらず、軸にねじ加工が許可されていない場合。この場合、シャフトの溝に2つの結合されたねじリングを係合して、ナットを使用してベアリングを位置決めすることができます。
(6)特殊位置決め特殊な場合、シャフトのショルダーとフィレットの寸法が本カタログに記載されている取り付け寸法で確定できない場合、遷移シムを軸方向支持として採用することができる。
二.軸受外輪の位置決め軸受外輪をハウジング孔内に取り付ける場合、ハウジング孔の内側には一般的に肩固定軸受を占める位置があり、他方側はエンドキャップ、ネジリング、孔用弾性止め輪などで位置決めされる。
(1)エンドキャップ位置決めエンドキャップ位置決めは、すべてのタイプのラジアル軸受とアンギュラ軸受に使用され、軸受回転数が高く、軸方向負荷が大きい場合に使用される。エンドキャップはベアリング外輪をネジで位置決め圧着し、エンドキャップはラビリンス式のシール装置にすることもできる。
(2)ネジリング位置決め軸受は回転数が高く、軸方向荷重が大きく、エンドキャップ位置決めを使用するのに適さない場合、ネジリングを用いて求心軸受とスラスト軸受を位置決めすることができ、この時軸受の軸方向隙間を調整することができる。
(3)弾性リングの位置決めという位置決め方法が占める軸方向位置は小さく、取り付けと取り外しが便利で、製造が簡単で、小さい軸方向荷重を受ける場所に適している。軸受とスプリングの間に調整リングを追加し、軸方向の位置を調整しやすくします。
(4)軸受外輪に止め溝を有する深溝玉軸受は、止め輪で位置決めすることができる。このタイプの
1.軸受をシャフトに取り付ける前に、軸受カバーの固定ピンを抜いて、同時にジャーナル表面を滑らかに磨き、ジャーナルに防錆兼潤滑(軸受をシャフト上で少し回転させることができる)を塗布しなければならない。
2.軸受ホルダと軸受嵌合面に潤滑油を塗布し、INA軸受を軸受ホルダ内に入れる。そして、組み立てられた軸受を軸受ホルダと共に軸に嵌める.必要な位置に押して取り付けます。
3.ベアリングホルダを固定するボルトは締め付けずに、ベアリングハウジングをベアリングホルダ内で回転できるようにしてください。同じ軸のもう一方の端の軸受と座を取り付け、軸を数回回転させ、INA軸受自体が自動的に位置を探してから。ベアリングホルダーボルトをしっかり締めます。
4.偏心スリーブを装着する。まず偏心スリーブを軸受インナースリーブの偏心段に装着、手軸の回転方向で締め付ける.次に偏心スリーブの沈み込み穴に小さな鉄棒を挿入または突き止める.小さな鉄棒をハンマーで軸の回転方向に叩く偏心スリーブをしっかりと取り付け、最後に偏心スリーブの六角穴付きねじをロックします。
私たちはアンアンインストールして、サーボ制御システムなどの周辺サービスを提供して、そしてすべてのモータに私たちは訪問してインストールして、調整することを承諾します。あなたの選択に最大の切り上げ空間を持たせます!私たちの製品は台湾、日本、ドイツ、アメリカなどの各国から有名な輸入伝動製品で、私たちの製品の品質が国内でリードしていることを保証して、原装正品、品質が抜群で、価格が手頃で、私たちの10年来の取引先に対する承諾です。お問い合わせください!




