射出成形プロセスにおいて、。材料管を通して設定温度を加熱することができますが、実際の溶融樹脂中心温度は「せん断熱」と「可塑化パラメータ」の影響を受けやすく、特にスクリュー設計、回転数、背圧が溶融樹脂温度に対する制御は、さらに無視できない要素です。
そのため、高次射出成形機にとって、真の温度制御は材料管の加熱管理だけではなく、材料状態制御と可塑化エネルギー変換効率の全体的な工程である。量産設備の設計の角度から見ると、溶融ゴムの温度が安定しているかどうかは、製造工程パラメータの設定だけでなく、射出機自体の可塑化構造、温度制御システムの精度と密接に関連している。
射出成形機の材料管温度が実際の溶融剤温度と等しくないのはなぜですか。
「溶融ゴム温度」と「材料管温度」は密接に関連しているように見えるが、実際にはこの両者が代表する意義と測定方式に本質的な違いがあり、材料管温度だけを成形パラメータの根拠とすると、実際の溶融ゴム状態を過小評価しやすく、さらに品質変動と良率低下をもたらしやすい。
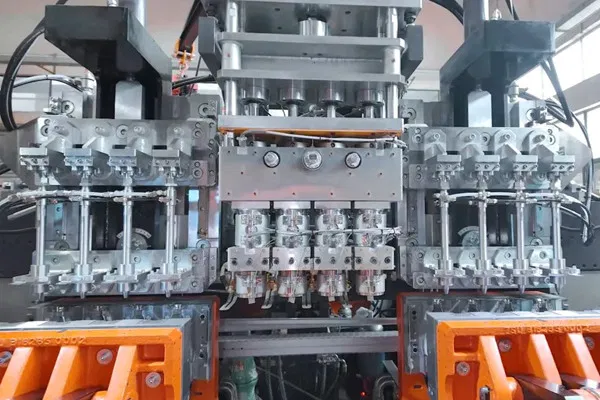
図1.射出成形機の加熱コア構造の概略図
材料管に取り付けられた感知器(熱電結合)が測定したのは材料管の壁面温度であり、溶融剤中心の真の温度ではないが、熱は材料管電熱シートを通して加熱されて内部溶融剤に伝達されなければならないため、環境温度と設備の放熱の影響を受けやすく、さらに実測と設定値の間の落差をもたらしやすい。
溶融ゴムの温度が高すぎると、熱分解が起こりやすく、材料の変色、気泡、銀糸、焦げ、さらには有害ガスの放出を招き、構造強度を下げるだけでなく、外観品質にも影響を与える。相対的に、溶融ゴムの温度が低いと、プラスチックの流動性が不足し、短射出、充填不完全、溶融配線と冷料痕などの欠陥をもたらしやすく、完成品の寸法が不安定になる。
実務上は溶融ゴムサンプリングによる温度測定、校正などの方式を組み合わせて、全体のプロセスの最適化と制御を行うべきである。
剪断熱は射出成形の溶融ゴム温度にどのように影響しますか。
溶融ゴム温度はチューブ外部加熱の影響を受けるだけでなく、スクリュー回転時に発生する「せん断熱」の寄与も重要である。
特に大径チューブや高粘度材料(例えばポリ塩化ビニル,ポリエーテルエーテルケトン溶融ゴム温度の分布はさらに不均一になり、中心とエッジの温度差は数十度に達する可能性がある。
各産業のせん断制御に対する需要も異なる:
こうそくほうそう:可塑化効率と安定したせん断出力を重視し、短周期かつ大量生産過程を避け、溶融ゴム温度の変動により充填が不安定になり、製品の重量偏差や外観欠陥をもたらす。
精密光学:低せん断と溶融ゴムの温度均一化が必要で、局所過熱による応力残留を避け、製品の光透過、屈折と表面品質に影響を与える。
再生材/微発泡:プラスチック熱過程の管理とせん断エネルギーの制御を重視し、再生材料の二次分解を回避し、泡孔の均一性と発泡倍率を維持することができる。
熱感受性材料(例えばPVC/プロジェクトオブジェクトモデル/PLAなど):プラスチックの滞留時間と低せん断設計に注意し、材料の分解、炭化と有毒ガスの発生を避け、成形の安全性を確保する。
そこで、溶融ゴムをより射出成形できるようにするためには、電熱シートを透過する熱を供給するほか、異なるスクリュー設計、スクリュー回転数の調整、背圧などの方式を選択することで、溶融ゴムの流動性を効果的に向上させ、より良い充填の目標を達成することができる。
スクリューの設計はどのように溶融ゴムの温度分布と可塑化の安定度に影響しますか?
射出スクリューのコア機能は、プラスチックの輸送と溶融だけでなく、可塑化エネルギー変換プロセス全体の重要な制御要素である。
標準射出スクリューは3つのセグメントで構成されています。
供給段:固体プラスチック粒子を輸送し、融点に近づくまで予熱する。
圧縮段:溶融と混練プラスチック、この段に発生するせん断熱は溶融ゴムの温度上昇の主な源である。
適切なスクリュー長径比(L/D)と圧縮比はせん断熱生成と溶融ゴム温度分布に直接影響する。そのため、現代の射出成形設備において、溶融ゴムの品質安定はスクリュー設計そのものだけでなく、スクリュー回転数の安定制御、可塑化負荷の安定度、機械構造の剛性、駆動システムの精度の高さと相関がある。
FCSデバイス設計例:
SAシリーズ外曲肘射出成形機:多型穴/高速包装、自動車部品、物流パレットと大型ワークの量産に適用する。高剛性の外肘ロックダイと油圧出力を通じて、長時間安定した可塑化負荷を維持する。
CT-eシリーズ全電気式射出成形機:電子、光学、医療、微発泡応用に適している。高精度サーボ制御により、可塑化熱エネルギーの変動を低減し、溶融ゴムの品質安定度を向上させる。
スクリューの回転により大量の摩擦熱が発生し、プラスチックが溶融する熱源の1つです。しかし、実際の生産現場では、多くの作業者が材料供給時間を短縮するためにスクリュー回転数を高くし、溶融ゴム中心温度が電熱シートの設定値より高くなり、局所的な温度上昇による品質変異や材料分解などの問題を引き起こすことが多い。
実測の結果、スクリュー回転速度が10 rpmから100 rpmに上昇すると、溶融ゴムの平均温度上昇は約3°Cに達し、局所的な温度上昇はさらに15°Cを超え、せん断熱が高速可塑化時に溶融ゴムの昇温に非常に顕著な影響性があることを示した。
(プラスチック:PP/テーブルトン数:100)
背圧は溶融ゴムの固体度、温度均一性と熱伝導効率を高め、温度分布をより安定させることができる。
実測の結果、背圧が10 barから30 barに上昇すると、溶融ゴムの平均温度はゆっくりと約1 ~ 2°C上昇し、色混合均一性と粘度安定性の向上が明らかに観察され、特にトナー含有割合の高い製品に適している。
図3.射出成形機の背圧による溶融ゴム温度への影響
そのため、スクリュー回転数を設定際に、材料のせん断率、粘度関係及びスクリュー直径の大きさを参考にして、適切な回転速度範囲内で設定して、溶融ゴムの局部温度上昇による品質変異を避けるべきである。
異なるプラスチック材料の感熱性と温度制御戦略
「感熱性」とは、熱可塑性プラスチック材料が射出成形時に加熱過程により分解や変質しやすい現象を指す。一般的な熱可塑性プラスチック材料の射出成形時の感熱性対照表は以下の通りである:
表1、一般的な熱可塑性プラスチック材料の射出成形時の感熱性対照表
インテリジェント射出成形機はどのように経験的な制御からデータ制御に向かっているのか。
真の安定した溶融ゴム品質を得るには、材料管の電気熱上の数字を設定するだけでなく、材料のせん断下での変化、およびプロセス制御と射出成形装置の設計統合を理解しなければならない。現代知能射出成形はすでに段階的に射出ノズル温度モニタリング、型内温度モニタリングと水流量温度分析などの技術を導入しており、将来的に射出成形設備の競争の鍵は次のようになる:
かそかエネルギーせいぎょのうりょく
溶融ゴム品質安定能力
インテリジェントなデータ統合機能
プロセス上の最適化を除いて、富強シン可塑化エネルギーのモニタリング、プロセスの安定分析とエネルギー消費管理を統合し、ESGの省エネと持続可能な製造目標の達成に協力することができる。
FAQ:射出成形機の溶融樹脂温度制御に関するよくある問題
01、
実際の融膠温度は材料管温度よりも高い。材料管の温度は通常、材料管の外部に取り付けられた感知装置によって測定され、主に材料管の壁面温度を反映している。しかし、実際の溶融ゴム中心温度はせん断熱、スクリュー回転速度、背圧、材料粘度と可塑化条件の影響を受けるため、両者に温度差がある可能性がある。
02、なぜ溶融ゴムの温度が高すぎると射出成形の品質に影響するのか。
溶融ゴムの温度が高すぎると、材料が熱分解し、変色、気泡、銀糸、焦げ、黒点または強度が低下する可能性がある。PVC、POM、PLAなどの感熱材料にとって、高すぎる温度は分解と有害ガスの発生を引き起こす可能性もあるため、より正確な温度と滞留時間の制御が必要である。
03、溶融ゴムの温度が低すぎるとどのような射出成形欠陥が発生しますか?
溶融ゴムの温度が低すぎるとプラスチックの流動性が不足し、短射出、充填不完全、溶融配線、冷料痕と寸法不安定などの問題が生じやすく、完成品の外観と構造品質に影響を与える可能性もある。
04、せん断熱とは?
せん断熱はスクリューの回転、圧縮と混練の過程でプラスチックが摩擦と押出によって発生する熱エネルギーである。スクリュー回転数が高すぎたり、背圧設定が大きすぎたりすると、せん断熱が増加し、材料管の熱電結合フィードバック温度が材料温度設定値よりも高い場合は、せん断熱が電気熱シートよりも高いことを示して熱エネルギーを提供し、さらに成形安定性に影響を与える。
05、スクリューの回転速度が速いほど、可塑化効率は良くなりますか?
必ずしもそうではありません。スクリュー回転数を高めることで材料供給時間を短縮することができますが、せん断熱も増加し、局所的な過熱、材料の分解、品質の変動を引き起こす可能性があります。実際に設定する時、材料の特性、スクリューの直径、製品の需要と成形周期によって調整しなければならない。
06、射出成形における背圧の役割は何ですか。
背圧の主な機能は溶融ゴムの密度を高め、ガスを排除することであり、混練効果、温度均一性とトナー分散性を増進することもでき、塑化安定度の改善に役立つ。
07、どのプラスチック材料が特に溶融樹脂の温度制御に注意する必要がありますか?
PVC、POM、PLA、PC、PET、ナイロンPA、PEEK、PMMAなどの材料は温度あるいは水分に対して比較的に敏感で、加水分解など、成形時に特に乾燥条件、材料管温度、スクリュー回転速度、背圧と滞留時間に注意して、材料の分解、変色あるいは気体の発生を避ける必要がある。
08、射出成形の溶融ゴム温度安定性を高めるにはどうすればいいですか。
インテリジェント射出成形システムを組み合わせてプロセスデータ分析を行うと、可塑化エネルギー、温度変動と成形安定性をさらに把握することができる。
09、FCS射出成形機は異なる産業顧客に対してどのようなソリューションがありますか。
FCSは異なる機種の設計を通じて産業需要に対応し、例えばSAシリーズは高速包装、自動車部品、物流パレットと大型ワークの量産に適している、CT-e全電気式射出成形機は電子、光学、医療と精密成形応用に適している。iMF 4.0インテリジェント製造システムを組み合わせることで、プロセス監視、エネルギー消費管理とデータ分析をさらに統合し、量産の安定性を高めることができる。